







Perforadora de plaques CNC mòbil de doble taula PD16C




| Ítem | Nom del paràmetre | Valor del paràmetre |
| Placamida | Placagruix de superposició | Màx. 80 mm |
| Amplada * llargada | 1000 mm × 1650 mm 1 peça | |
| 825 mm × 1000 mm 2 peces | ||
| 500 mm × 825 mm 3 peces | ||
| Diàmetre de la broca | Φ12mm-Φ50mm | |
| Mètode de velocitat variable | Canvi de velocitat continu de l'inversor | |
| Velocitat de rotació(RPM) | 120-560 r/min | |
| Processant el feed | Regulació hidràulica de velocitat sense passos | |
| Placasubjecció | Gruix de subjecció | 15-80 mm |
| Nombre de cilindres de subjecció | 12个 | |
| Força de subjecció | 7,5 kN | |
| Motor | Motor de l'eix | 5,5 kW |
| Motor de bomba hidràulica | 2,2 kW | |
| Motor del transportador de xips | 0,4 kW | |
| Motor de la bomba de refrigeració | 0,25 kW | |
| Servomotor de l'eix X | 1,5 kW | |
| Servomotor de l'eix Y | 1,0 kW | |
| Mida de la màquina | Longitud*amplada*alçadat | uns 3160*3900*2780 mm |
| Wight | Màquina | uns 4000 kg |
| Sistema d'eliminació de xips | uns 400 kg | |
| Ictus | Eix X | 1650 mm |
| Eix Y | 1000 mm |
1. Aquesta màquina està composta principalment per llit, pòrtic, taula de transposició (taula doble), capçal de perforació, sistema hidràulic, sistema de control, sistema de lubricació centralitzat, sistema d'eliminació de xips, sistema de refrigeració, mandril de canvi ràpid, etc.
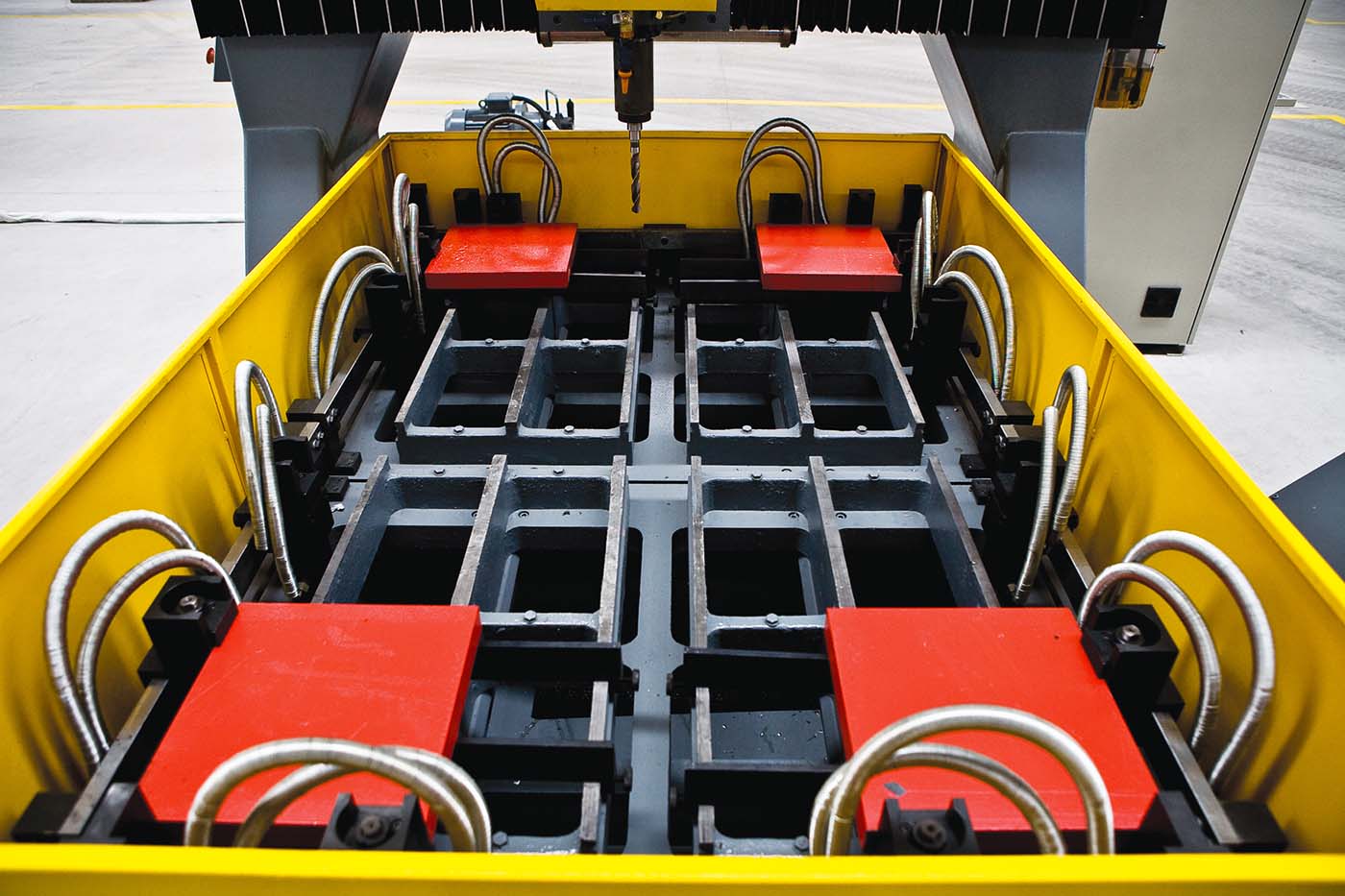
2. Aquesta màquina adopta la forma de llit fix i pòrtic mòbil. El pòrtic, el llit i la taula de treball són estructures soldades i, després del tractament d'envelliment, la precisió és estable. La placa es subjecta mitjançant pinces hidràuliques i l'operador es controla mitjançant un interruptor de peu, cosa que és convenient i estalvia mà d'obra;


3. Aquesta màquina té 2 eixos CNC: el moviment del pòrtic (eix x); el moviment del capçal de perforació sobre la biga del pòrtic (eix y). Cada eix CNC està guiat per una guia de rodament lineal de precisió, que és accionada directament per un servomotor de corrent altern + un cargol de boles. Moviment flexible i posicionament precís.
4. El capçal de perforació amb control automàtic hidràulic és una tecnologia patentada de la nostra empresa. No cal configurar cap paràmetre abans d'utilitzar-lo, i la conversió entre avanç ràpid, avanç de treball i retrocés ràpid es realitza automàticament mitjançant l'acció combinada de l'electrohidràulic.
5. Aquesta màquina-eina adopta un sistema de lubricació centralitzat en lloc del funcionament manual per garantir que les peces funcionals estiguin ben lubricades, millorar el rendiment de la màquina-eina i allargar-ne la vida útil.
6. El programa de control adopta el programari de programació informàtica superior que coincideix amb el controlador programable desenvolupat independentment per la nostra empresa.



Perfil breu de l'empresa  Informació de la fàbrica
Informació de la fàbrica  Capacitat de producció anual
Capacitat de producció anual  Capacitat comercial
Capacitat comercial 





