







Màquina de perforació de plaques CNC mòbil de pòrtic PLD7030-2




| Màximplatmida | Llargada x amplada | 7000x3000 mm |
| Tgruix | 200 mm | |
| taula de treball | Mida de la ranura en T | 22 mm |
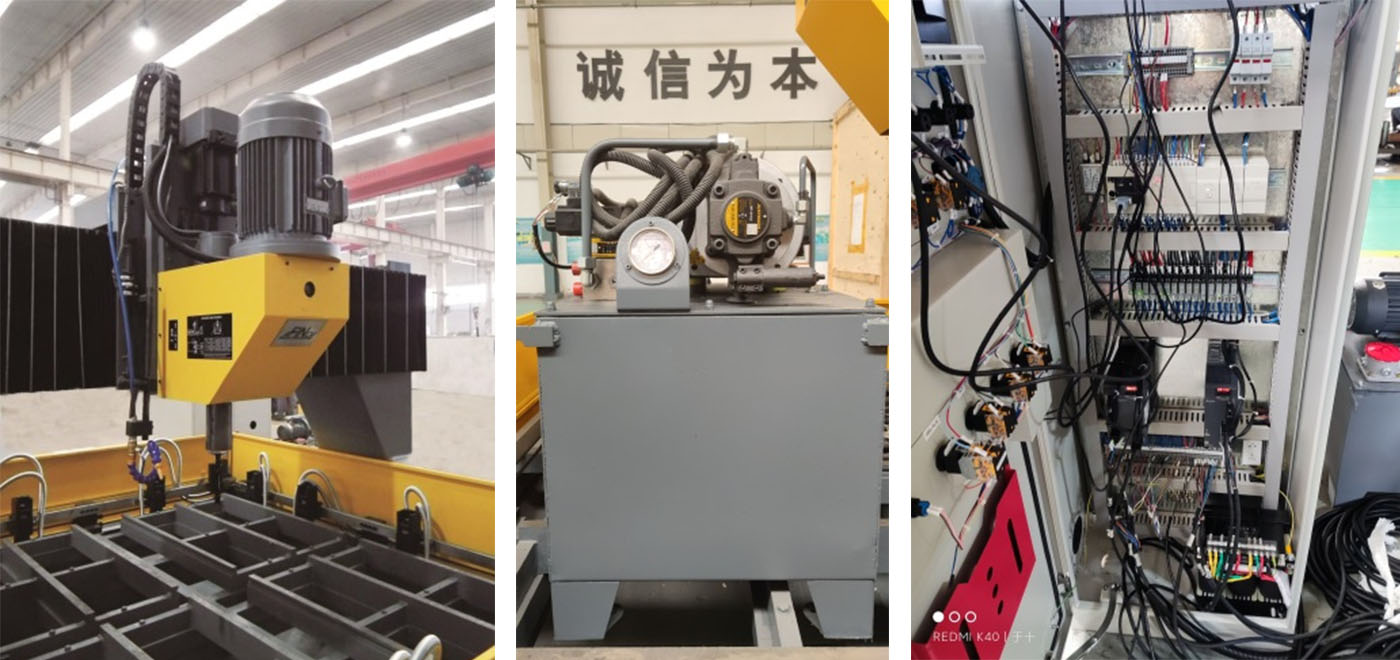
| Capçal de perforació | Quantitat | 2 |
| Perforacióforatrang de diàmetre | Φ12-Φ50mm | |
| RPM(freqüència variable) | 120-560 r/min | |
| Con Morse del fus | Núm. 4 | |
| Potència del motor del fus | 2 x 7,5 kW | |
| Moviment longitudinal del pòrtic (eix x) | Carrera de l'eix X | 10000 mm |
| Velocitat de moviment de l'eix X | 0-8 m/min | |
| Potència del servomotor de l'eix X | 2x2,0 kW | |
| Moviment lateral del capçal de potència (Eix Y) | Eix Y de desplaçament | 3000 mm |
| Velocitat de moviment de l'eix Y | 0-8 m/min | |
| Potència del servomotor de l'eix Y | 2 x 1,5 kW | |
| Moviment d'alimentació del capçal motoritzat (Eix Z) | Carrera de l'eix Z | 350 mm |
| Velocitat d'avanç de l'eix Z | 0-4000 mm/min | |
| Potència del servomotor de l'eix Z | 2 x 1,5 kW | |
| Transportador de xips i refrigeració | Potència del motor del transportador de xips | 0,75 kW |
| Potència del motor de la bomba de refrigeració | 0,45 kW | |
| Esistema elèctric | Sistema de control | PLC+ ordinador superior |
| Nombre d'eixos CNC | 4 |
1. La posició de coordenades del forat es pot posicionar ràpidament a una velocitat de 8 m/min, i el temps auxiliar és relativament curt.
2. La màquina està equipada amb un capçal de perforació de tipus taula lliscant d'alimentació servo. El motor del cargol del capçal de perforació adopta una regulació de velocitat de freqüència variable continua i la velocitat d'alimentació adopta una regulació de velocitat continua servo, cosa que és convenient per al funcionament.
3. Després de configurar la cursa d'alimentació de la perforació, té funció de control automàtic.
4. El forat cònic del cargol és Morse núm. 4 i està equipat amb un màniga reductor Morse núm. 4/3, que es pot utilitzar per instal·lar broques amb diferents diàmetres.
5. S'adopta l'estructura mòbil de pòrtic, la màquina cobreix una àrea petita i la disposició de l'estructura és raonable.
6. El moviment de l'eix X del pòrtic està guiat per dos parells de guies de rodament lineals d'alta capacitat de suport, que són flexibles.
7. El moviment de l'eix Y del seient corredís del capçal motoritzat està guiat per dos parells de guies de rodament lineal i accionat per un servomotor de corrent altern i un parell de cargols de boles de precisió, cosa que garanteix l'alta precisió de la posició de perforació.
9. La màquina està equipada amb un dispositiu d'ajust d'eines centrals de ressort, que pot determinar fàcilment la posició de la brida.
10. Està equipat amb un eliminador de ferritges i un dipòsit de refrigerant. Una bomba de refrigeració fa circular el refrigerant per al trepat del cargol per millorar el rendiment de trepat i la vida útil del trepant.

11. El programa de control adopta un PLC i està equipat amb un ordinador superior per facilitar l'emmagatzematge i la introducció del programa de processament de plaques, i el funcionament és senzill. La plataforma de programari és un sistema de finestres, amb una interfície d'operació amigable, una gestió de recursos clara i eficaç i una potent funció de programació; la mida de la placa es pot introduir manualment mitjançant el teclat o mitjançant la interfície de disc en U.
| NO. | Nom | Marca | País |
| 1 | Lcarril guia intraauricular | HIWIN/CSK | Taiwan, Xina |
| 2 | PLC | Mitsubishi | Japó |
| 3 | Servomotor i controlador | Mitsubishi | Japó |
| 4 | Cadena d'arrossegament | JFLO | Xina |
| 5 | Botó, llum indicadora | Schneider | França |
| 6 | Cargol de bola | PMI | Taiwan, Xina |
Nota: L'anterior és el nostre proveïdor estàndard. Està subjecte a ser substituït per components de la mateixa qualitat d'una altra marca si el proveïdor anterior no pot subministrar els components en cas de qualsevol problema especial.



Perfil breu de l'empresa  Informació de la fàbrica
Informació de la fàbrica  Capacitat de producció anual
Capacitat de producció anual  Capacitat comercial
Capacitat comercial 
Categories de productes
-

Perforadora CNC d'alta velocitat PHD1616S per a...
-

Document tècnic del PDDL2016 Tipus Intel·ligent...
-

Màquina de perforació d'alta velocitat CNC PHD3016 i PHD4030...
-

Trepant CNC PHD2020C per a plaques d'acer
-

Trepant CNC PLD2016 per a plaques d'acer
-

PLD3030A i PLD4030 Perforadora CNC mòbil de pòrtic...