







Trepant CNC horitzontal de tres eixos i tambor HD1715D-3




| Nom del paràmetre | Ítem | Valor del paràmetre |
| Materialmida | Rang de diàmetre del tambor | Φ780-Φ1700mm |
| Rang de longitud del tambor | 2-15 m | |
| Gruix màxim de la paret del cilindre | 50 mm | |
| Pes màxim dematerial | 15Tens | |
| Diàmetre màxim de perforació | Φ65mm | |
| Cargol de perforacióCapçal elèctric | Quantitat | 3 |
| Conicitat del fus | Morse núm. 6 | |
| Velocitat del fus | 80-200 r/min | |
| Carrera del fus | 500 mm | |
| Velocitat d'alimentació del cargol(Hidraulic sense passos) | 10-200 mm/min | |
| Potència del motor del fus | 3 x 7,5 kW | |
| Dispositiu d'alineació làser | Ajusteu la posició del grup de forats segons la posició de la soldadura | |
| Materialvelocitat de rotació | 0~2,8 r/min | |
| Velocitat de moviment del carro | 0~10 m/min | |
| Alçada del centre del mandril al terra | Uns 1570 mm | |
| Mida de la màquina (llargada x amplada x alçada) | Aproximadament 22x5x2,5 m | |
Aquesta màquina està composta per la primera base, la segona base, el suport posterior, l'eliminació i refrigeració de ferritja, els sistemes hidràulics, els sistemes elèctrics, els dispositius d'alineació làser i altres components.

1. La plataforma número 1 d'aquesta màquina s'utilitza principalment per transportar material. Tant el capçal com el peu de la plataforma estan equipats amb mandrils hidràulics de tres mordasses, que poden realitzar el centratge i la subjecció automàtics del tambor. El diàmetre de subjecció oscil·la entre Φ780 i Φ1700 mm.
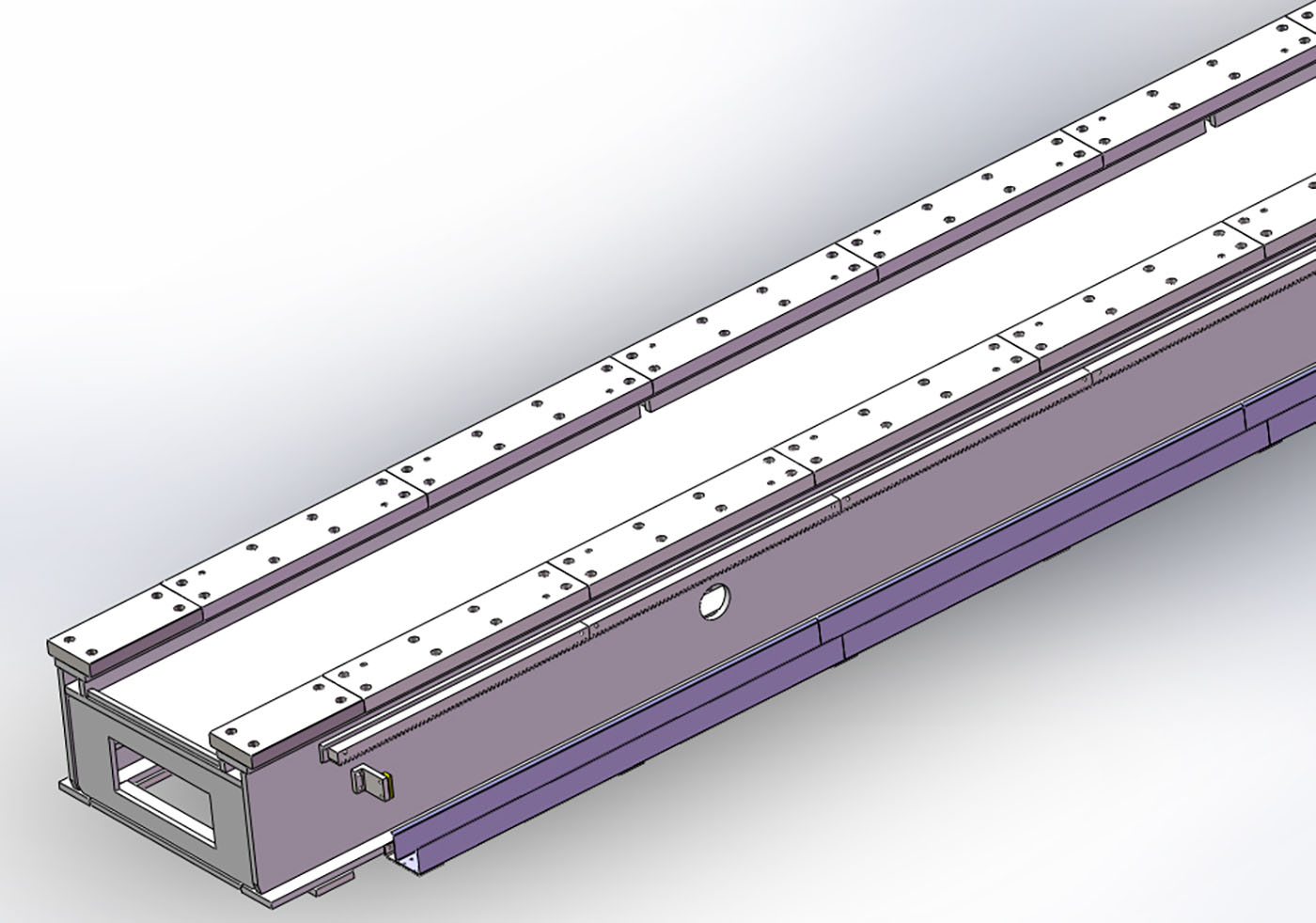
2. La segona plataforma d'aquesta màquina-eina s'utilitza principalment per dur a terme el moviment longitudinal del capçal de perforació. Aquesta màquina té tres capçals de perforació independents, que es basen respectivament en corredisses longitudinals i corredisses hidràuliques per moure's longitudinalment sobre la plataforma número 2.
3. El capçal motor pot realitzar la cursa de control automàtic a través de la taula corredissa hidràulica i realitzar la conversió automàtica d'alimentació ràpida cap endavant, alimentació de treball cap endavant i alimentació ràpida cap enrere. Ajustant la posició del bloc de commutació sense contacte, també es pot aconseguir que quan la broca surti una certa distància al final de la perforació, s'aturi automàticament. Els tres capçals motors són independents i poden realitzar una perforació automàtica, amb alta eficiència i bona precisió.

4. El capçal de la llitera està fixat a un extrem de la llitera i el servomotor de corrent altern aconsegueix la indexació per control numèric mitjançant el reductor i la reducció d'engranatges. Un cop finalitzada la indexació, el mecanisme de bloqueig bloqueja automàticament i hidràulicament el disc de fre instal·lat al cargol per garantir l'estabilitat i la fiabilitat del cargol.
5. Els suports davanter i posterior d'aquesta màquina poden realitzar un elevació hidràulica autoadaptativa abans i després que el tambor sigui subjectat pel mandril, cosa que millora la rigidesa de perforació del tambor.

6. Aquesta màquina està equipada amb un dispositiu d'alineació creuada làser, que es pot instal·lar al forat cònic del fus del primer capçal de perforació.
7. Els dibuixos CAD del material es poden introduir directament, el sistema genera automàticament el programa de processament i els tres eixos assignen automàticament les tasques de processament de tots els forats.
8. Aquesta màquina adopta el sistema de control numèric de Siemens i té quatre eixos de control numèric: la rotació del material i el moviment longitudinal dels tres capçals de potència.
| NO. | Ítem | Branca | Origen |
| 1 | Guies lineals | HIWIN/PMI | Taiwan, Xina |
| 2 | Reductor de precisió i parell de pinyó i cremallera | ATLANTA | Alemanya |
| 3 | Sistema CNC | Siemens 808D | Alemanya |
| 4 | Smotor erràtic | Siemens | Alemanya |
| 5 | Servomotor i controlador d'accionament lliscant | Siemens | Alemanya |
| 6 | Convertidor de freqüència | Siemens | Alemanya |
| 7 | bomba hidràulica | Justmark | Taiwan, Xina |
| 8 | vàlvula hidràulica | ATOS/Justmark | Itàlia/Taiwan, Xina |
| 9 | Cadena d'arrossegament | Igus | Alemanya |
| 10 | Components elèctrics principals com ara botons i indicadors | Schneider | Franc |
Nota: L'anterior és el nostre proveïdor estàndard. Està subjecte a ser substituït per components de la mateixa qualitat d'una altra marca si el proveïdor anterior no pot subministrar els components en cas de qualsevol problema especial.



Perfil breu de l'empresa  Informació de la fàbrica
Informació de la fàbrica  Capacitat de producció anual
Capacitat de producció anual  Capacitat comercial
Capacitat comercial 

